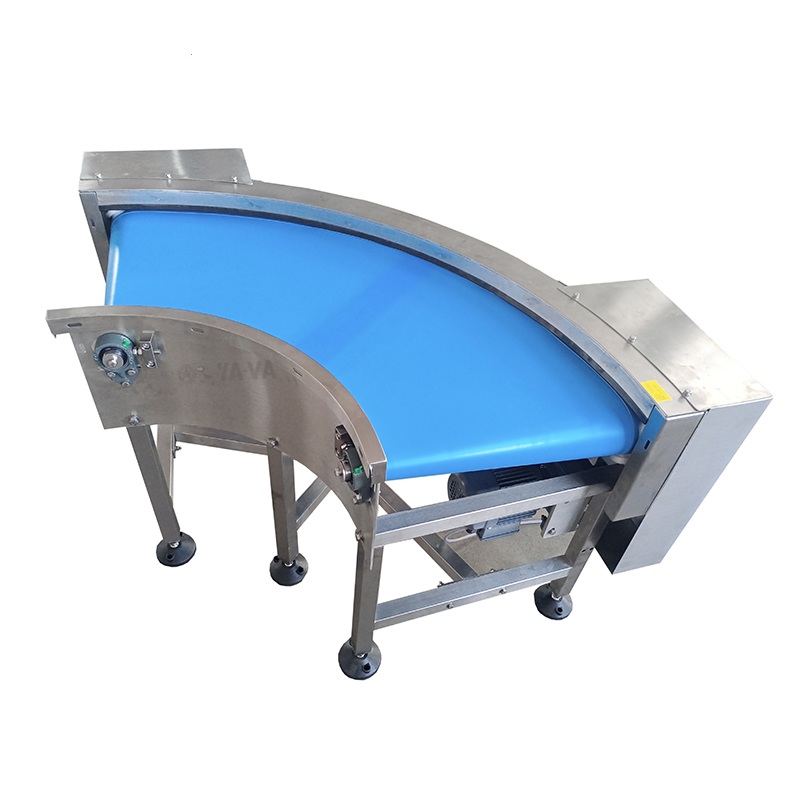
The Curved Conveyor Belt System is designed for high-efficiency material handling in space-constrained environments that require smooth directional transitions. Ideal for manufacturing plants, packaging lines, and distribution centers, this motorized conveyor system features a tight-turn radius that allows for seamless product flow around corners—minimizing manual handling and boosting automation.
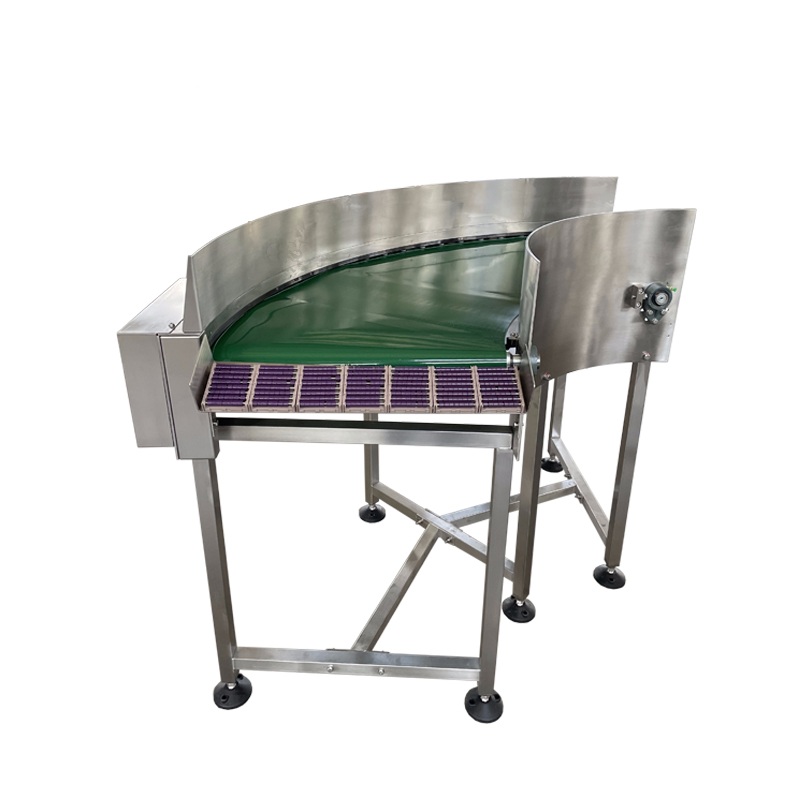
Equipped with a blue curved belt made from durable, food-grade materials, this system ensures hygienic, smooth transport of goods, making it especially suitable for food and pharmaceutical applications. The stainless steel frame is corrosion-resistant, easy to clean, and built to withstand rigorous, around-the-clock use.
Its motorized drive automates product movement, increasing throughput and reducing the need for manual intervention. The system can be fully customized to fit your operation, with options for belt width, curve radius, motor power, and more.
Whether you’re upgrading an existing line or building a new system, this curved conveyor belt integrates effortlessly and delivers long-term performance with low maintenance requirements.
Key Features & Benefits:
-
Smooth Directional Flow: Reduces product shifting and manual repositioning during turns
-
Compact Curved Design: Saves floor space in tight layouts without compromising performance
-
Food-Grade Blue Belt: Durable and hygienic for sensitive applications
-
Stainless Steel Frame: Corrosion-resistant and easy to sanitize, ideal for cleanroom environments
-
Motorized Movement: Enhances speed and consistency of product flow
-
Customizable Options: Tailor belt width, curve angle, and drive power to your needs
-
Low Maintenance: Designed for easy cleaning and long-term reliability
Perfect for packaging, production, and logistics applications, the Curved Conveyor Belt System is your go-to solution for safe, efficient, and space-optimized product handling.



Reviews
There are no reviews yet.